50 KLD Oil Removal Plant with AMC
RD Mines – Washing Plant, Rajasthan
Client: Hindustan Zinc Ltd
Location: RD Mines, Rajasthan
Plant Capacity: 50 KLD
Industry: Mining – Vehicle & Equipment Washing
Executed By: SOMA UTILITIES
Scope of Work: Design, Supply, Fabrication, Installation, Commissioning &
2 Years AMC (Included in Original Order)
Project Background
Hindustan Zinc Ltd. approached SOMA UTILITIES with a requirement for an Oil Removal Plant to treat effluent generated from their vehicle and heavy equipment washing plant at RD Mines.
The washing plant handles:
- Buses
- Cranes
- Hydra machines
- Heavy mining vehicles
Approximately 50,000 litres per day of oily effluent was generated, containing high oil & grease, mud, and suspended solids, requiring a specially engineered treatment solution.
Key Challenges
- Extremely high oil & grease concentration
- Heavy mud and grit load
- Fluctuating effluent characteristics
- Requirement of a robust, low-maintenance treatment system
- Long-term performance assurance with AMC included from day one
Engineering Solution Provided by SOMA UTILITIES
1. RCC Oil & Grease Trap (OGT) – Primary Treatment
A large RCC Oil & Grease Trap tank was designed and constructed prior to the Oil Removal Plant to:
- Remove 90–95% of heavy mud and grit
- Reduce oil load on downstream units
- Improve plant reliability and component life
2. Oil Skimmer System
- One Oil Skimmer installed in the RCC OGT tank for maximum surface oil recovery
- One Oil Skimmer installed in the Tube Settler to capture residual floating oil
3. Coagulation & Flocculation System
- Automated chemical dosing for efficient breaking of oil emulsions
- Enhanced removal of oil, grease, and fine suspended solids
4. Skid Mounted Oil Removal Plant (50 KLD)
The complete Oil Removal Plant was prefabricated on a skid at our manufacturing facility.
Installation & Commissioning
Plant supplied in ready-to-operate condition Only inlet, outlet, and power connections completed at site Installation and commissioning completed within 3–4 days Smooth start-up with stable performance
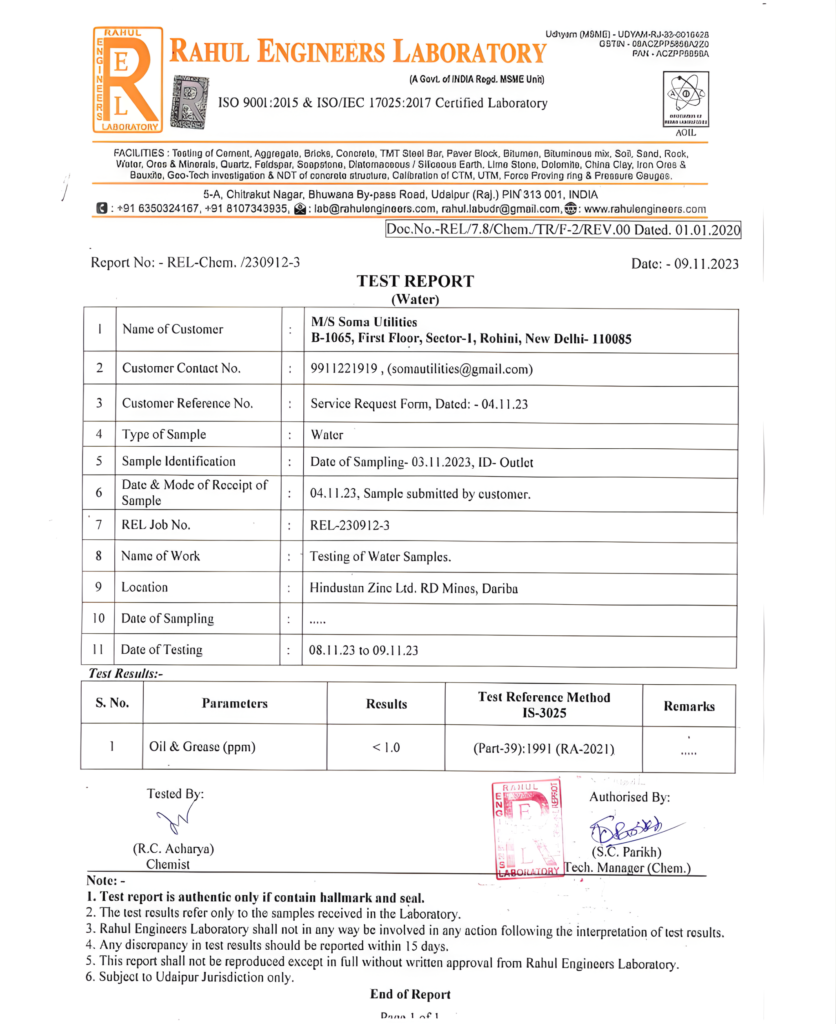
Performance Results
| Parameter | Value |
|---|---|
| Oil in Raw Effluent | ~815 ppm |
| Oil at Plant Inlet (After OGT) | ~300 ppm |
| Oil at Final Outlet (After ACF) | Nearly NIL |
The treated water quality was consistent and suitable for reuse.
Treated Water Reuse
Treated water recommended for reuse in vehicle washing Significant reduction in freshwater consumption Supports sustainable water management at the mining facility
AMC & O&M Support (Included in Original Order)
A 2-Year Annual Maintenance Contract (AMC) was included as part of the project scope, ensuring:
- Preventive maintenance
- Technical support
- Operational guidance
- Long-term performance reliability
Project Highlights
Effective treatment of high oil & mud load effluent Fast execution using prefabricated skid-mounted technology AMC included from day one Designed for low manpower requirement Ideal for mining, vehicle washing, and industrial applications
Skid-mounted system included:
Feed and backwash pumps Electrical control panel with cabling Multi-Grade Filter (MGF) Activated Carbon Filter (ACF) Blowers Chemical dosing system
Benefits of skid-mounted design:
- 95% work completed at the factory
- Minimal site work
- Faster commissioning
- Compact and easy-to-maintain layout